RA Power Solutions is engaged in providing complete engine repair services including refurbishment of high-capacity engines, overhaul, repair and re-allocating from one site to another. Engine repair services are offered through an in-house team of technicians. Company has experience of four decades of extending engine overhaul, engine repair services all over the world.
I) Metal Locking and Metal Stitching: Repair of crack in engine components or the castings of heavy engineering equipment which are broken in to pieces due to an accident is repaired by metal locking, metal stitching, and metal surgery process.
RA Power Solutions has successfully executed jobs of crack repair in engine block, cylinder head, turbine casing and engine spares made of cast iron and aluminium. Repair of crack and broken casting by lock and stitch procedure is a proven process and is executed with a guarantee.
a) Repair By Metal Locking of Lower Crankcase: In case of the development of crack or broken casting of lower crank case, Entablature, cylinder heads and cast iron parts we undertake crack repair by cold process called metal locking and metal stitching.
The crack repair of engine block, cylinder heads, Turbocharger casing and all cast iron components of Diesel engine are repaired by metal locking and metal stitching process and are guaranteed for satisfactory performance.
b) Metal Stitching Of 13.5 MW Engine Block: Due to an accident, upper portion of engine block/engine entablature was broken. On inspection of engine block, it was found that an upper engine block cast iron piece measuring 108 inches x 72 inches was broken into pieces. New cast iron piece was cast, metal stitched and metal locked and engine block/engine entablature is successfully repaired. Engine is performing satisfactory.
c) On Site Engine Block Repair: Crack in engine block, cylinder head, turbocharger casing and all cast iron spares are repaired by metal surgery process. This process of crack repair is cold as it doesn’t generate any heat and is successful. Engine block repair is possible while sailing of the vessel.
d) Repair Of 6 MW Cracked Engine Block: Repair of 6 MW cracked engine block has been executed by RA Power Solutions. The crack engine block of Wartsila was successfully repaired by use of special alloy keys to undertake metal locking and metal stitching.
e) Crack Repair Turbocharger: The damaged turbocharger casing or the turbo charger casing which gets broken into pieces in an accident can be repaired by metal stitching and metal locking process.
f) Repair of Cylinder Head: Save cost by getting cylinder head repairs. We specialize in repair of cylinder head, reconditioning of cylinder head both in aluminium and cast iron. Damaged and crack cylinder heads are repaired by metal stitched, metal lock and metal surgery process which is a cold process of repair.
The repair of cylinder heads is undertaken by experienced technicians hence the cost of repair of cylinder heads is low.
II) Crankshaft Grinding and Crankshaft Repair: Crankshaft repair is done by onsite grinding of crankshaft main journal or crankshaft CR pin depending on the nature of defect. Crankshaft grinding and crankshaft repair can be done without removing of crankshaft from the engine block. We have crankshaft grinding equipment which can undertake grinding of crankshaft and polishing of crankshaft without removing it from engine block.
On board crankshaft repair is undertaken while vessel is sailing as our technicians have seaman passport. Equipment used for crankshaft repair and crankshaft grinding is vibration free and close tolerance can be maintained as per the manufacturers.
a) Turbine Shaft Polishing: Turbine shaft polishing up to diameter of 700 mm is done. The turbine shaft polishing is undertaken onsite without removing the turbine shaft from the main equipment.
b) On Site Crankshaft Grinding: Onsite grinding of crankshaft, rotor shaft, turbine shaft, alternator shaft, and pump shaft is undertaken up to 700 mm diameter with portable grinding and polishing machine.
c) In-situ Crankshaft Grinding: In-situ crank shaft grinding is the latest process of grinding and polishing of crankshaft, CR pin and main journal without removing crankshaft from the engine block. Ours is the only company which can do on site crankshaft grinding and on site crankshaft polishing while vessel is sailing having four decades of experience in crankshaft repair.
d) Crank Regrinding: Crank regrinding is done for damaged crankshaft having crankpin and main journal diameter up to 700 mm diameter. Tolerances after crankshaft grinding and crankshaft polishing are maintained as per the manufacturer’s recommendations.
III) Crank pin Grinding and Crankpin Repair of Crankshaft: RA Power Solutions having experience of 4 decades and is the first company in India undertaking crankpin repair and crankpin grinding up to 700 mm without removing the crankshaft from engine entablature.
Tolerance of crankpin as recommended by the manufacturer is strictly maintained. Satisfactory performance of crankshaft and engine is guaranteed after reconditioning of crank pin.
IV) Repair or Reconditioning of Cylinder Liner: Cylinder liners after continuous operation get worn out, develop taper and ovality and lose their profile resulting to the higher consumption of lubricating oil. We undertake repair of cylinder liners by honing process. The taper and ovality of cylinder liner is removed during the honing which is undertaken by the latest Chris marine cylinder liner honing machine.
a) Cylinder Liner After Honning: Cylinder liner honing of all makes of engine like ABB, ABC, Anglo Belgian Corporation, Akasaka, Alco Diesel Engines, Alfa Laval, Allen, Alpha Diesel, Alstom, B & W, Bergen Diesel Engines, Blackstone, Bosch, Caterpillar, Cegielski, Consilium, Crepelle, Cummins, Daihatsu, Detroit Diesel, Deutz, Deutz Marine Engine, EMD, Fiat, FUJI, Fuji Diesel, Furuno, Hanshin, Headway, HIMSEN, Holset, Hyundai, JRC, Kawasaki, Kelvin Hughes, Kongsberg Maritime, L'Orange Maschinenfabrik, MaK, MAN, MAN B&W, Martek Marine, Mirrlees Blackstone, Mitsubishi, Mitsubishi UE/UEC, MTU, MWM, Napier, NAVTEX, Nigata, Nohab Diesel, Paxman, Pielstick, Ruston & Hornsby, Samsung, Simrad, SKL, Sperry, Stork SW Diesel, Stork Werkspoor, STORK-WARTSILA DIESEL, Sulzer, Volvo Penta, Wartsila, Wartsila Diesel, Westfalia, Wichmann, Woodward, Yanmar is undertaken.
We can undertake honing of cylinder liners up to 1500 mm bore. RA Power Solutions also sells Chris marine honing machines on low prices. New and reconditioned cylinder liners of above make of Engines are available in stock.
b) Cylinder Liner Honning Under Process: Cylinder liner honing process is followed strictly as per the manufacturers of the engine specifications. The angle and pattern of honing is strictly maintained which reduces Lubricating oil consumption
V) Cylinder Head Repair: Cylinder head repair of all make of marine engine is undertaken. We replace valve seat, valve guides and undertake complete reconditioning of cylinder heads. In case of leakage, crack repair of cylinder heads is undertaken by metal stitching and metal locking process.
a) Remanufactured Cylinder Heads: Remanufactured cylinder heads of all popular make of diesel engine cost low and are available in stock.
VI) Repair and Overhauling of Diesel Engine: Major and minor repairs of diesel engine is undertaken. In case any part like crankshaft, engine block, connecting rod, cylinder heads, cylinder liners need reconditioning, we have team of technicians and necessary equipment to undertake reconditioning of the parts. Repair and overhauling of diesel engines is done by experienced engineers. Repair and overhauling of marine diesel engine is undertake on board the vessel while sailing.
a) Diesel Engine 6.2 MW Mirrless Blackstone Overhauling: Overhauling of 6.2 MW Mirrless Blackstone Diesel Engine is undertaken which also includes replacement of crankshaft if required. Repair and overhauling of all makes of engine is undertaken by our experienced engineers.
b) Overhauling Of Wartsila 18V32: Overhauling of wartsila 18V32 engines is undertaken onsite by experienced engineers. We have team of technicians who have worked for reputed engine manufacturers like Wartsila, MAN, etc.
Repairs, overhauling, shifting of engines from one site to another, replacement of crankshaft of all make of engine is undertaken.
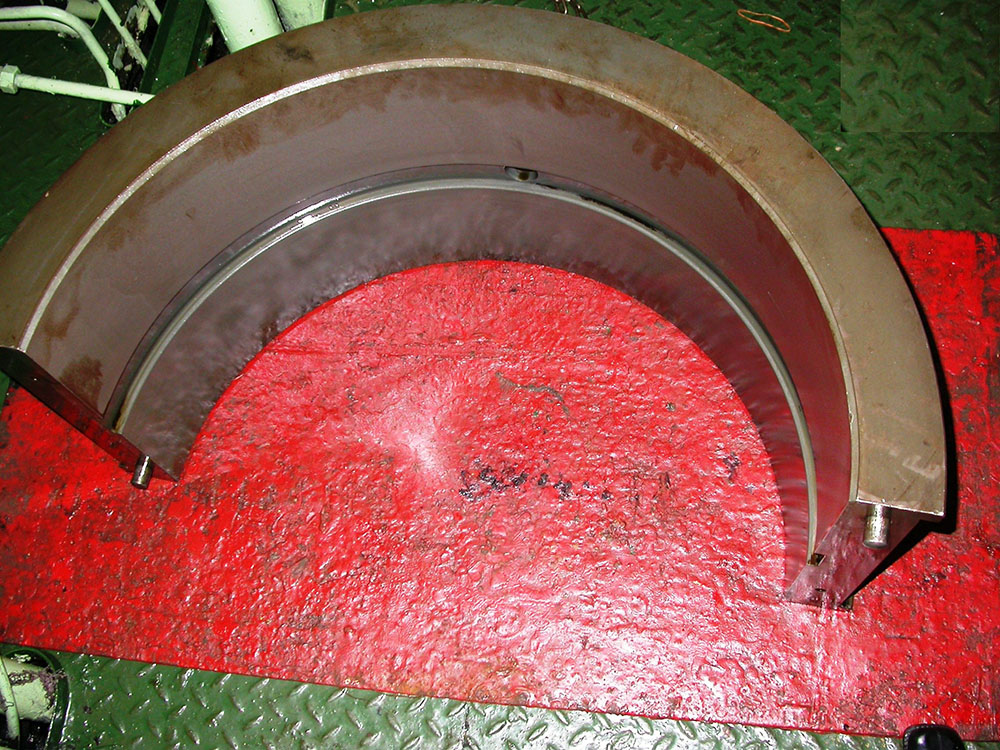
VII) Repair and Rebabbitting of White Metal Bearing: Rebabbitting and repair of turbine bearing, engine bearing, alternator bearing and pedestal bearing is undertaken.
White metal for rebabbitting is important and metallurgical certificate is provided. Repair of white metal bearing and rebabbitting is done by centrifugal process which ensures the bonding between steel lining and white metal Babbitt. New white metal Babbitt bearings are manufactured up to 1500 mm.
a) Rebabbitting Of Pedestal Bearing: Rebabbitting of pedestal bearing is undertaken up to 1500 mm. The white metal used by us is imported from Spain and rebabbitting is done by centrifugal system.
b) Rebabbitting Of Turbine Bearing: New turbine bearings of white Babbitt metal are manufactured strictly as per the drawing and sample. Performance of turbine white metal Babbitt bearing is guaranteed.
c) Alternator Bearing 4 MW Diesel Generating: Alternator bearing as per the sample or as per the drawing is manufactured. Generally alternator bearing of diesel generating sets is of white metal.
d) Mop Governor Bearing 210 MW Turbine: Mop governor bearing of 210 MW turbine are manufactured and rebabbitting of white metal as per specified grade is undertaken.
VIII) Repair and Reconditioning of Connecting Rod: Connecting rod big end bore and con rod small end bore develop taper and ovality. We undertake repair and reconditioning of connecting rods. Prior to undertaking repair, connecting rod inspection is done. Connecting rod serration and con rod bolts are subject to crack detection by MPI.
a) Connecting Rod Reconditioning: Reconditioning is undertaken for all dimensions of big end and small end of connecting rods and are maintained as per manufacturers specification. Connecting rods are checked after reconditioning for straightness.