Onsite metal stitching and metal locking provide a precise and permanent mechanical solution for repairing cracked or broken castings and machine components. This advanced technique eliminates the need for welding, ensuring structural integrity without introducing heat-induced stress or distortion. As a result, no post-repair machining is required to correct misalignment or warpage.
Since no heat is involved, metal stitching and locking can be safely performed in restricted areas where welding or open flames are prohibited. Repairs are executed directly at the site, reducing downtime and eliminating the need for major disassembly.
|
|
|
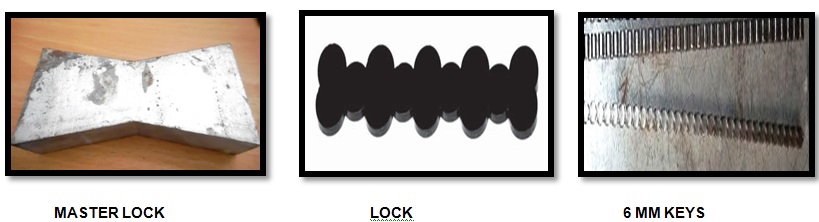
Metal Locking Under Process |
Ensuring uninterrupted production is a challenge, especially when critical equipment fails. Our crack repair by metal stitching process is designed to deliver a durable and reliable repair after a thorough analysis of the damage. With years of experience, we have perfected our craft, earning endorsements from equipment manufacturers, insurance providers, and inspection agencies for the quality and dependability of our work.